Hyperspectral Vision Systems
Hyperspectral vision systems represent a significant advancement over conventional imaging technologies, capturing light across hundreds of narrow, contiguous spectral bands rather than the three broad channels (red, green, blue) used in standard cameras. These systems typically operate across wavelengths ranging from ultraviolet through visible light and into the near-infrared spectrum, creating a detailed spectral signature for every pixel in an image. The technology works by dispersing incoming light through specialized optical components such as prisms or diffraction gratings, then recording the intensity at each wavelength using sensitive detector arrays. This produces a three-dimensional data cube—two spatial dimensions plus one spectral dimension—that reveals material properties invisible to the human eye or conventional cameras. By analyzing these spectral fingerprints, the systems can distinguish between materials that appear identical visually but have different chemical compositions or structural characteristics.
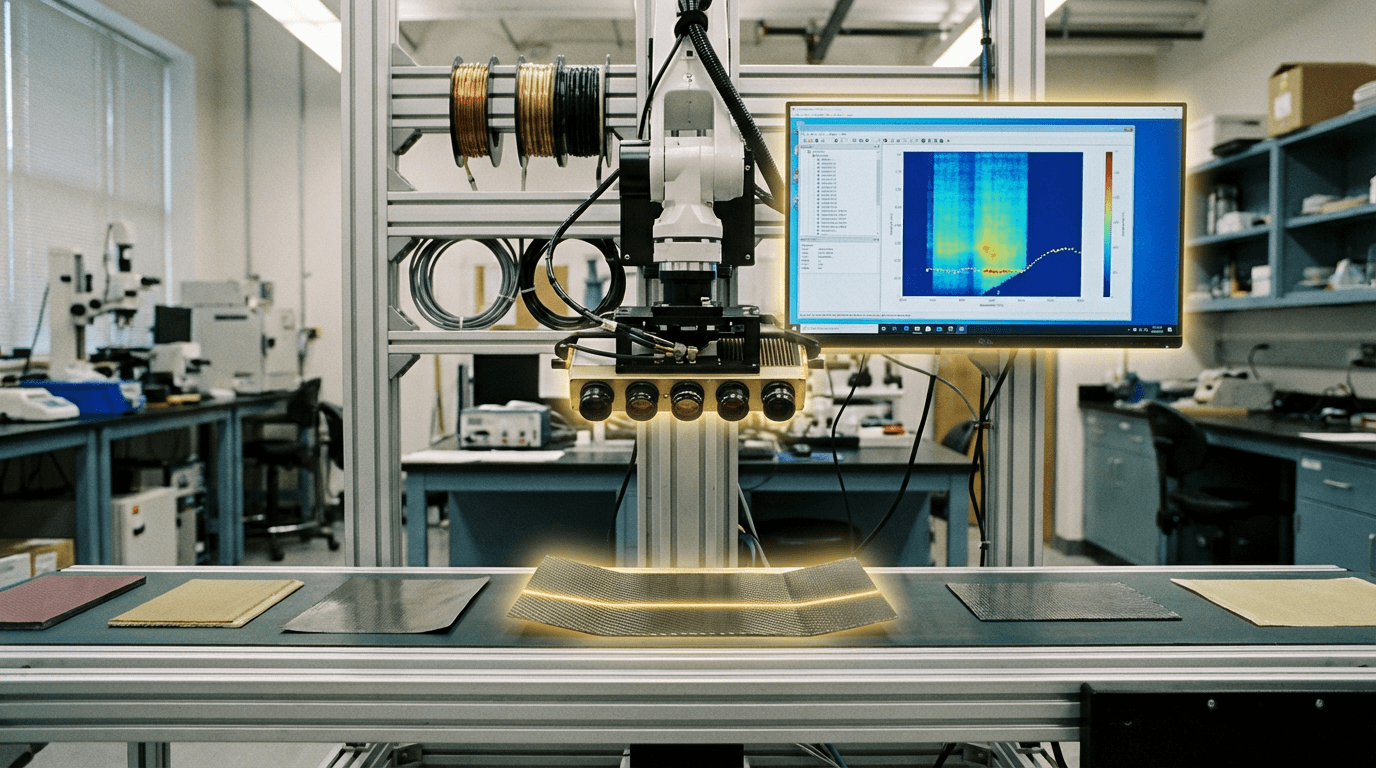
In manufacturing environments, hyperspectral vision addresses critical quality control challenges that have long plagued production lines. Traditional inspection methods often struggle to detect subtle defects, contamination, or material inconsistencies that don't manifest as visible surface irregularities. Research suggests these systems excel at identifying subsurface flaws in composite materials, detecting foreign object contamination in food processing, verifying pharmaceutical tablet composition, and authenticating luxury goods by analyzing material signatures that counterfeiters cannot easily replicate. The technology also enables non-destructive testing of products where physical sampling would be impractical or costly. Industry analysts note that hyperspectral systems can reduce waste by catching defects earlier in production processes and minimize the need for destructive testing protocols that consume finished products.
Early deployments indicate growing adoption across sectors including agriculture, where the technology monitors crop health and ripeness; pharmaceuticals, where it verifies ingredient uniformity; and electronics manufacturing, where it inspects circuit boards for material defects. The automotive and aerospace industries are exploring applications in composite material inspection, while food processors use these systems to detect contamination and verify product consistency. As processing speeds improve and costs decline, hyperspectral vision is transitioning from specialized laboratory equipment to practical inline inspection tools. This evolution aligns with broader Industry 4.0 trends toward automated quality control and real-time process optimization, positioning hyperspectral imaging as an increasingly essential component of smart manufacturing systems that demand both speed and unprecedented inspection accuracy.
Related Organizations

Designs and manufactures high-performance hyperspectral imaging systems for remote sensing and industrial machine vision.

A global leader in hyperspectral imaging instrumentation and systems, now part of Konica Minolta.

Conducts advanced research into cryogenic CMOS and quantum computing interconnects.

Provides software processing solutions specifically for chemical color imaging (hyperspectral data processing).

Manufactures hyperspectral imaging cameras and systems for laboratory, outdoor, and airborne applications.

Develops intelligent hyperspectral imaging solutions that combine hardware with embedded logic to classify materials in real-time.

Manufactures hyperspectral imaging systems for material science and life sciences.

Develops tunable Fabry-Perot filters (MEMS) that turn standard cameras into hyperspectral sensors.

Develops compact scientific and industrial cameras, including hyperspectral models using imec sensors.